Production Control & monotoring
At HEXPOL Compounding, we heavily focus on improving our processes to ensure highest quality and top in class products. Our strategy has always been designing the best possible process and building a software landscape around this, instead of adapting our processes to the needs of a software. Our main goal is to ensure every employee can work as efficiently as possible, so our software needs to support them in doing their job.
Over the past years, we have been developing a HEXPOL owned production planning and control system “T2G”, that is now in use in 15 sites to different extents. It exactly fits our needs in the rubber production and gives us the opportunity to act extremely flexible, especially in the production planning module.
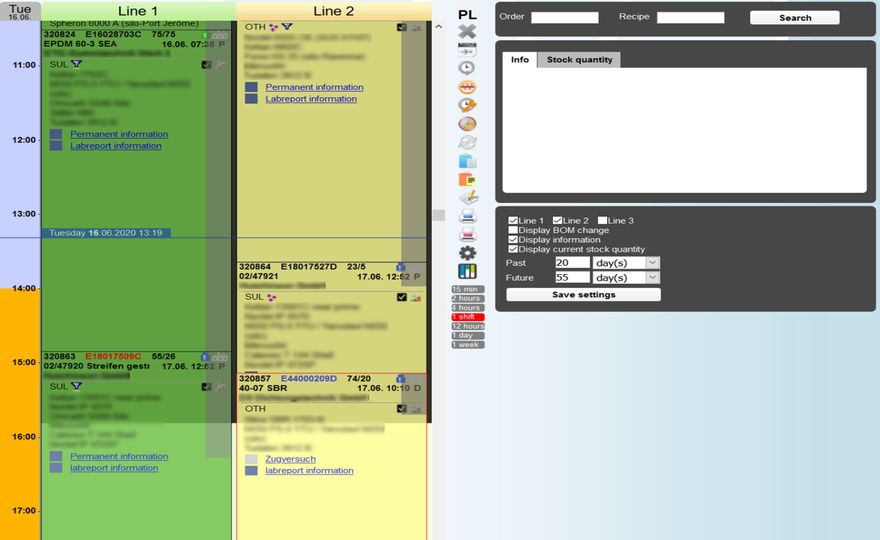
Production Planning
Our state-of-the-art production planning module supports us in meeting the customer’s requested delivery dates and enables us to precisely plan our raw material deliveries in order to avoid material missing – or too high stocks on the other hand. We run statistics about past production jobs for each compound to determine an average cycle time, so T2G suggests a time for each production block for our customers. This system improves with every new order and is amazingly precise by now.
The same view also offers a lot of information about the scheduled orders to our production and laboratory crews.
Logging of Production Data
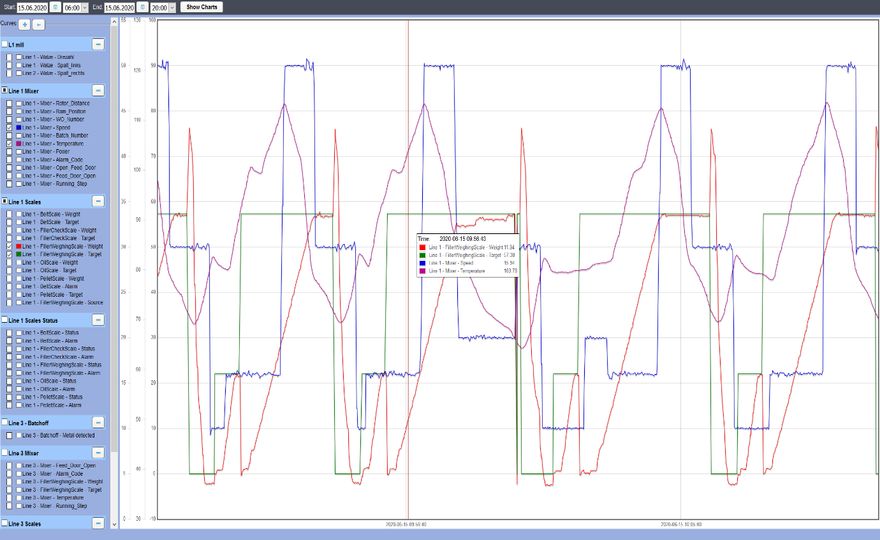
HEXPOL has defined a strategy to collect a minimum of 10 values constantly from every production line around the globe: Mixer ram position, ram pressure, temperature, rotor speed (and gap if applicable) and the power. For the mill we record the speed, friction and gap. If we have a strainer installed, we record its speed, temperature and pressure, and we record the packing temperature on each line.
As mentioned above: this is the minimum. In average, we record as much as 56 data points on each line in Europe & Asia at least once per second, which provides us with a very detailed overview about what is happening during the production. Also, we will be notified immediately, if something doesn’t work as it should; and we can take corrective actions before any scrap occurs.
MICS - Mixer Control System
HEXPOL has been relying for years on an in-house developed PLC system at many of its plants. The system controls all of the mixing equipment, from mixer and material conveying to mill, from extruders, gear-pumps, batch-off and packaging units. Thus, we have all important steps of the mixing process under our control and can apply changes quickly if required. Also here, we focus only on improving the mixing processes and are not depending on strategic decisions of external software suppliers.
We strive towards a paperless production which results as well in a digital transfer of orders, recipes, instructions and parameters from the recipe control to MICS. There is no human interaction required, this is why we can eliminate one potential source of errors. Not only the recipe with its material weights and mixing steps is predefined by our R&D team, but also further parameters like settings of the mill, strainer, batch-off and stacker. All this to lower the risk of human error and to ensure the constantly high quality levels which our customers are used to.
Operator’s login via RFID chips let us provide different levels of access rights to different users as well as track the operator to each batch of rubber.

Contact our global experts
To learn more about how we can make a material difference in your business, contact our skilled staff representatives for more detailed information.